


Hydrogen Boil-Off Gas Recovery for LH2 Applications
Capture and Recompress Liquid Hydrogen Boil-Off Gas with RecoH2ver
Loss of evaporated hydrogen through the vent stack of a liquid hydrogen storage tank can result in significant product loss and costly operating expenses. PDC Machines Boil-Off Gas (BOG) Recovery systems help liquid hydrogen operators capture and recompress hydrogen boil-off gas that would otherwise be vented, reducing waste and improving overall site efficiency.
PDC’s RecoH2ver solution is designed to close the loop by recovering boil-off gas directly from the cryogenic vessel and compressing it into high-pressure storage tubes, trailers, or other downstream storage systems. By turning lost hydrogen into usable product, operators can reduce venting, improve hydrogen utilization, and get more value from the hydrogen they have already produced, purchased, and delivered.

RecoH2ver Benefits
- Wide compression range from as low as 5 bar hydrogen tank pressure up to 517 bar discharge
- Automatic start/stop based on LH2 tank pressure or customer signal
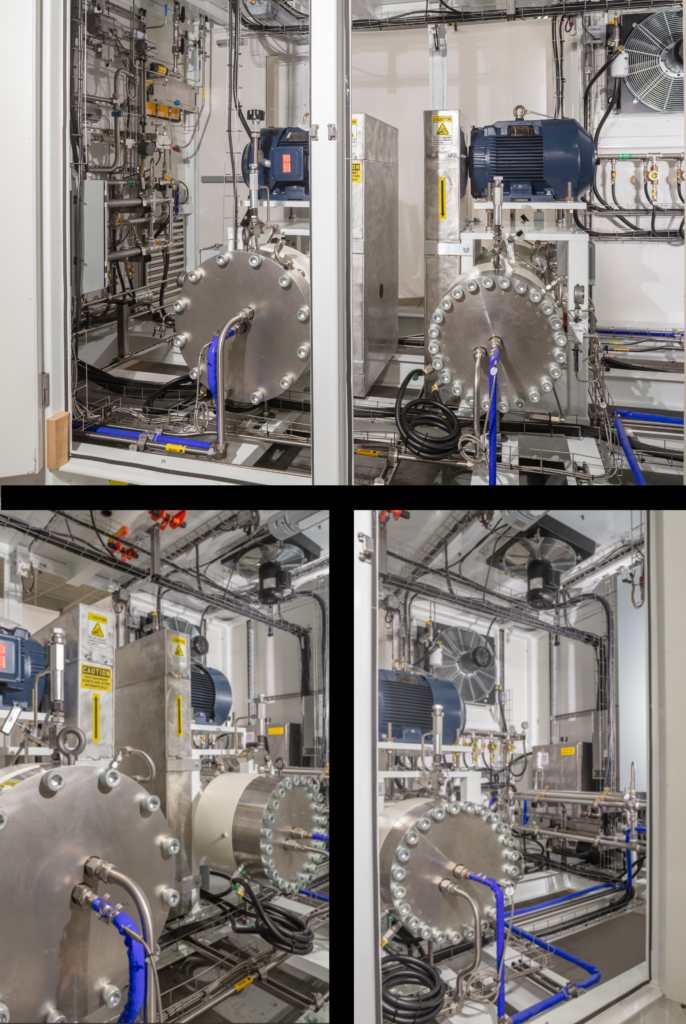
- Fully containerized or open skid frame design suitable for any climate
- Integrated UL698A PLC control/power panel with remote monitoring and data logging
- INTERTEK listed and labeled system, simplifying AHJ approval and permitting processes
- Compact size and low power consumption make it easy to integrate into existing sites or new installations
- Compatible with horizontal or vertical LH2 tanks
Proven BOG solutions. Optimize today!
Outside of our packaged RecoH2ver solution, PDC can also provide custom BOG-solutions tailored to your needs.
Based on your current venting profile and operating conditions, a PDC Machines BOG recovery system can deliver payback in as little as one year.
With over 400 boil-off gas recovery installations to date, PDC has the proven experience to help customers reduce hydrogen losses, lower operating costs, and support more efficient liquid hydrogen operations.

HOW MUCH WILL YOU SAVE?
A major solutions provider was using liquid hydrogen pumps fed by a cryogenic hydrogen tank to fill storage tubes to 450 bar for a mobility application. They determined the heat introduced to the liquid during pump cooldown (which is recirculated back to the tank), the pumping process itself, and the normal evaporation rate of LH2 was causing frequent and substantial GH2 venting to atmosphere from the stack, as well as creating a lot of noise.
PDC analyzed the conditions and proposed a solution that could quickly be installed in an already operating site to recapture and compress hydrogen from the tank into their high-pressure storage tubes.
Upon installation, previously vented hydrogen was all recovered. The provider also realized when the LH2 pumps were being serviced, the compressor, if sized properly, would be able to match the daily demand from the LH2 pump thereby eliminating disruption in fueling to the end user’s operation.

Please Send Us Your Requirements
PDC designs compressors for most gases, with solutions that range from bare block compressors to fully automated turnkey systems which include piping, instrumentation, and controls. Compressors can provide discharge pressures up to 15,000 psig (1,000 barg) with motors up to 150 HP (110 kW).
For More Information: